溶接継手の強度計算
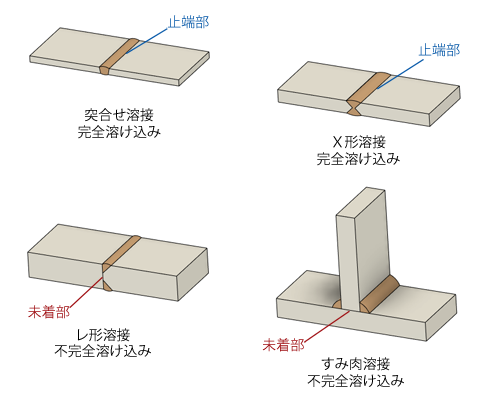
以下に溶接継手の例を示します。①突合せ溶接(完全溶け込み),X形溶接(完全溶け込み),②レ形溶接(不完全溶け込み),③すみ肉溶接(不完全溶け込み)の順に,疲労強度が低下していきます。「すみ肉溶接は荷重がかかるところに採用してはいけない。」という設計指針をお持ちの方もいます。一方,開先加工コストを削減するために,荷重がかかるところにすみ肉溶接を採用する事例もあります。
溶接部の疲労破壊は,止端部からき裂が進展する止端部破壊と未着部からき裂が進展するルート破壊に分類されます。ともに下図に示すように,応力集中部がき裂の始点となります。
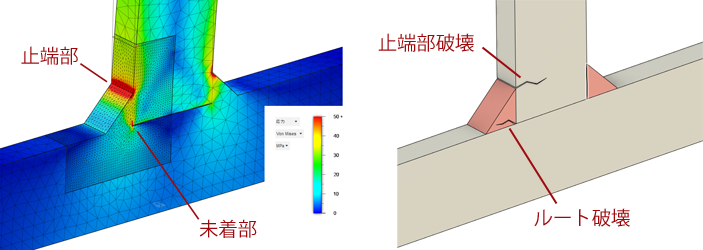
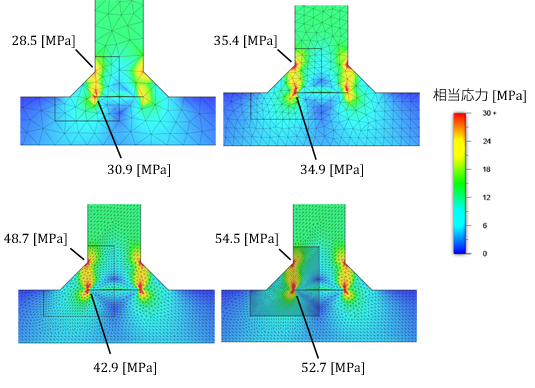
応力集中が問題なので有限要素法の出番です。以下に相当応力分布を示しますが,要素分割を細かくすればするほど高い応力値となってしまい,応力値が求まりませんでした。これは応力特異点という問題で,NASTRAN,ANSYS,Abaqusなどどんな有限要素法ソフトでも出でくる現象です。溶接部の応力解析はテクニックが必要となります。
溶接部の疲労強度計算ではあとひとつ問題があります。鋼板は熱処理と圧延加工を施して結晶粒を細かくしてその強度を出しています。焼き入れしていない鋼板は通常300~700 [MPa] の引張強さを持ち疲労限度はその半分くらいです。しかし,溶接することによって鋼板は溶解するので,過去の熱履歴はリセットされてしまいます。また,溶接熱収縮によって引張の残留応力が発生しているので,疲労強度が低下しています。
継手効率が溶接強度の指標になるかもしれません。継手効率はどのような溶接継手でも1.0 [-]に近い値で,正しく溶接されていれば溶接金属の静的強度は母材の引張強さに近い値となります。しかし,溶接部の 2x106 回程度かそれ以上の繰返し荷重に耐える応力振幅(疲労強度)は引張強さの数分の一で,継手効率とは関係のない値になります。
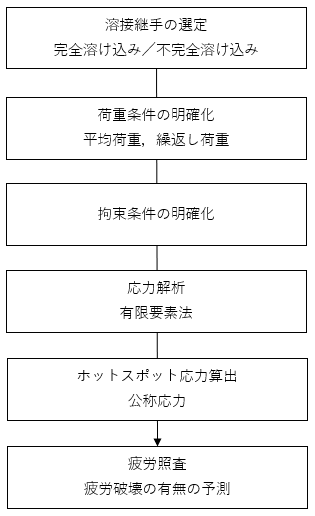
溶接継手の疲労強度の検討は公称応力を使って行います。というのは,溶接部の疲労強度の実験結果は公称応力を使ってデータが整理されているからです。
公称応力は荷重を断面積で割った値なのですが,形状が複雑となって曲げ応力と膜応力が同時に発生する問題では,手計算で求めることは困難です。弊ラボでは,有限要素法を使ってホットスポット応力((一社)日本溶接協会ウェブサイト参照)を算出して溶接構造物の疲労破壊の有無を予測します。
一般的に使われている鋼板,アルミ,ステンレス鋼 に対応します。評価手順を以下に記します。